



联系人:袁白茹
电 话:0555-5201343
传 真:0555-6761788
手 机:19155548953 / 18662721941
Q Q :1297395300
邮 箱:1297395300@qq.com
工厂地址:马鞍山市博望区三杨开发区江南机床厂
公司地址:马鞍山市雨山区汇翠名邸20楼2008号
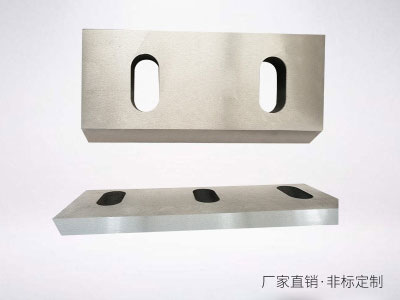


在化纤刀加工中,一般会有大量切削热产生在切削屑上,如果能够控制切屑长度,保障及时有效的断屑,就可以使这部分切削热被切屑带走,因此断屑是控制切削温度的一种有效途径。在加工难加工的材料时,在粗加工工序,在加工系统刚性允许的前提之下,应尽量使其在整个加工过程中产生断屑。同时使用沉降性能好的切削液,把切削屑沉降排出,不要让切削屑与加工工件表面进行摩擦。与水混合时,可形成稳定的透明溶液。
对于难加工材料,选择不同的切削方法对化纤刀的损伤有很大的差别。不管选择哪种切削方法,原则都是一样,那就是尽可能地降低切削力、减小切削区温度。采用摆线切入法可以较大限度减小切削区,使得切削液的实际切削包角达到较小,从而延长化纤刀每齿的散热时间,降低切削温度;采用螺旋插补法可以使每齿切削量相对均匀,避免切削力集中在少数几个齿上而加快磨损,这种效果是在拐角处较为明显;而采用大进给切削方式,以较小的切深、较大的进给有效减小切削力,使得加工中产生较小的切削热,加工区域温度较低。
适当控制长化纤刀的切削力和切削速度,同样是降低加工区域温度、延长切削液使用寿命的有效的手段之一。在加工难加工材料的时候,一般都采用经过精磨的长化纤刀刃口,切削深度和切削宽度均不宜过大。选择切削线速度时,要根据不同的材料类型、零件结构和加工设备等因素来进行考虑。
相关词条:玻璃棉卷毡厂家
相关词条:KST板
相关词条:玻璃钢格栅盖板
相关词条:钢质防火门
相关词条:挡烟垂壁厂家
