



联系人:袁白茹
电 话:0555-5201343
传 真:0555-6761788
手 机:19155548953 / 18662721941
Q Q :1297395300
邮 箱:1297395300@qq.com
工厂地址:马鞍山市博望区三杨开发区江南机床厂
公司地址:马鞍山市雨山区汇翠名邸20楼2008号
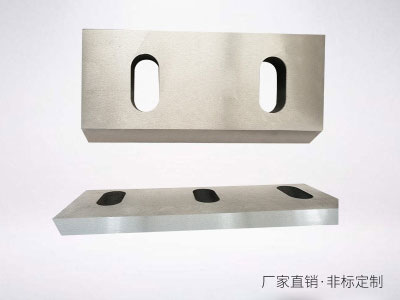


剪板机刀片筒夹与数控车床的联接方法而言,仅用圆柱体一部分定位、夹持的也不在少数。各种各样齿轮压力角的弹簧套系统软件,力筒夹系统软件,液压锁紧系统、热变形夹装系统软件、力形变卡紧系统软件等全是用以卡紧圆柱体筒夹的。但各种各样夹紧方法都各有优势与劣势。就拿多见的弹簧套系统软件而言,大的齿轮压力角(这里将齿轮压力角界定为球面卡紧的正压力与圆柱体的交角),即大的锥度意味着卡紧行程安排较短,有益于迅速地卡紧与松掉,但在同样的卡紧扭矩下溶解到圆面上的正压力较小,从而造成的滑动摩擦力距小,可以抵御的切削速度距也相对应较为小,数控刀片易在筒夹中造成跑偏的状况,危害生产过程的稳定性和生产加工表层质量;与此同时该类筒夹可夹紧的筒夹直徑转变范畴比较大,有益于降低弹簧套的库存量,提升管理方法。而小的齿轮压力角就反过来。小的齿轮压力角的弹簧套可夹紧的筒夹直徑范畴较小,夹持时的卡紧行程安排较长,不利迅速夹持与松掉,但其夹紧密度稍高,夹持力大,能承担更高的钻削负载。为确保加工精度、传送切削速度和扭矩、给予金属切削液的安全通道是大家现阶段在确保外观设计和大小的配对后,常常会碰到的问题。例如在数控加工,大家常常应用圆柱型(通常称之为单 刃)做为夹紧方法。那麼就圆柱型的筒夹,除典型性的完整性的圆柱型外,也有一些在圆柱型上提升一些其他因素的转变,如推平型单 刃(车刀按直徑分成单削平面图和双削平面二种,铣削普遍全削平面图,都被称作侧压式),带2°歪斜的斜推平式,带扁尾的单 刃(常见于麻花钻),带方身的单 刃(常见于铣刀和绞刀)等各种方法。
数控刀片在被组装在数控车床上以后,是须进行一定的生产加工工作的。在进行这一生产加工工作的历程中,须确保加工精度、须承担和传送切削速度和钻削扭距、须进行钻削热的承担、传送和导出来,须考虑到有可能的钻削废料(切削和料头)乃至是产品工件的传送,及其现代化的数控刀片主要参数智能化传送这些。
